
轴承的安装时轴承加工中重要的环节,安装本质是经过必定的办法和进程,将经过精密机械加工过的,满意轴承零件工序间技能条件要求的合格轴承零件组装成轴承制品的、而且到达产品文件规则的技能方面的要求的工艺进程。下面中崋轴承网共享有关偏疼轴承的结构和安装进程相关常识。
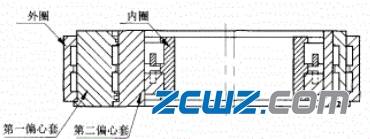
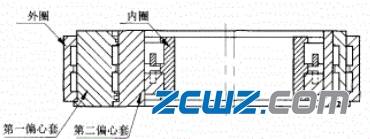
偏疼轴承结构如图1所示。安装进程是外圈与两列滚针和榜首偏疼套进行安装,在外圈、两列滚针和榜首偏疼套构成的组件基础上,再与第二偏疼套和两列滚针进行安装,然后再与双列圆柱滚子轴承的内组件进行安装。此偏疼轴承结构较为杂乱,安装难度很大。
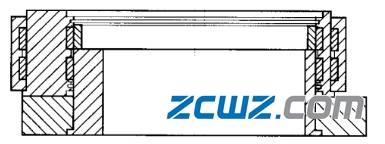
高垫块的高度为47mm,矮垫块的高度为28.3mm.,使用高、矮垫块别离支撑偏疼轴承的外圈,矮垫块没有触摸外圈。榜首偏疼套高度为高垫块的高度和外圈挡边高度之和。因榜首列滚针与外圈挡边只触摸2mm,滚针直径4.5mm,给装滚针带来了难度,使用套筒来装滚针,套简厚度为7mm,为装人滚针在套筒上铣了一个通槽,槽开口处的尺度为5.5mm,大于滚针直径。从开口装人滚针,处理了滚针立不住的问题,如图6。这样处理了装榜首列滚针的难题,安装进程如图2所示。撇掉高垫块,变为矮垫块支撑外圈,使用套筒开槽来装第二列滚针,这样完成了外圈、两列滚针与第- -偏疼套的安装进程,安装进程如图3所示。
2、外圈、两列滚针、榜首偏疼套的组合件与第二偏疼套和两列滚针的安装外圈、两列滚针、榜首偏疼套的组合件与第二偏疼套和两列滚针的安装进程与上述安装进程相同,如图7所示。
使用装滚子辅具来装榜首列滚子, 辅具规划原理是:4 mm为内圈挡边高度,这样辅具的高度内圈挡边高度一致后才干装人榜首列滚子,在辅具上铣27等分槽,槽的高度为挡住滚子不倒为准,此辅具给出的挡滚子高度为7.6 mm,槽宽尺度应大于滚子直径尺度,使用图8的辅具装人榜首列滚子,然后装入榜首列保持架,这样完成了榜首列滚子的装人进程,如图9所示。第二列保持架放在榜首列保持架之上,装入第二列滚子,这样完成了内圈与两列滚子的悉数安装进程,如图10所示。
4、内圈、两列滚子组合件与外圈、榜首偏疼套、第二偏疼套和四列滚针组合件的安装内圈、两列滚子的组合件装入榜首偏疼套、第二偏疼套和四列滚针组合件之中,这样完成了整个偏疼轴承的悉数安装进程、如图11所示。
因为该偏疼轴承结构较为杂乱,安装进程较为繁琐,给安装辅具规划带来了必定的难度。经过以上几套辅具在偏疼轴承安装中的使用,处理了偏疼轴承在安装进程中的困难。安装后的偏疼轴承的各项功能和技能指标均满意产品要求。

400-6633-096
▊ 汽车-乘用车
行业专员
于振飞
电话:+86-573-84186133
传真:+86-573-84185517
邮箱:sm@csb-ep.com
▊ 汽车-商用车
行业专员
翁加超
电话:+86-573-84185577
传真:+86-573-84185517
邮箱:se03@csb-ep.com
▊ 工程机械
行业专员
于振飞
电话:+86-573-84186133
传真:+86-573-84185517
邮箱:sm@csb-ep.com
▊ 轨道交通 行业专员
朱
晗
电话:+86-573-84186969
传真:+86-573-84185517
邮箱:se02@csb-ep.com
▊ 电梯 行业专员
高
杰
电话:+86-573-84185500
传真:+86-573-84185517
邮箱:md@csb-ep.com
▊ 医疗
行业专员
高佳楠
电话:+86-573-84185533
传真:+86-573-84185517
邮箱:se04@csb-ep.com
▊ 光伏光能 行业专员
朱
晗
电话:+86-573-84186969
传真:+86-573-84185517
邮箱:se02@csb-ep.com
▊ 农业机械
行业专员
翁加超
电话:+86-573-84185577
传真:+86-573-84185517
邮箱:se03@csb-ep.com
▊ 纺织机械
行业专员
陆俊杰
电话:+86-573-84185959
传真:+86-573-84185517
邮箱:se01@csb-ep.com
▊ 仓储物流
行业专员
高佳楠
电话:+86-573-84185533
传真:+86-573-84185517
邮箱:se04@csb-ep.com
▊ 机械手 行业专员
高
杰
电话:+86-573-84185500
传真:+86-573-84185517
邮箱:md@csb-ep.com
▊ 并联机器人 行业专员
高
杰
电话:+86-573-84185500
传真:+86-573-84185517
邮箱:md@csb-ep.com
▊ 飞行器 行业专员
高
杰
电话:+86-573-84185500
传真:+86-573-84185517
邮箱:md@csb-ep.com
▊ 经销商
行业专员
顾玲君
电话:+86-573-84185527
传真:+86-573-84185517
邮箱:bm@csb-ep.com
▊上海 区域专员
高
杰
电话:+86-573-84185500
传真:+86-573-84185517
邮箱:md@csb-ep.com
▊ 湖州
区域专员
高佳楠
电话:+86-573-84185533
传真:+86-573-84185517
邮箱:se04@csb-ep.com
▊ 嘉兴
区域专员
高佳楠
电话:+86-573-84185533
传真:+86-573-84185517
邮箱:se04@csb-ep.com
▊ 杭州
区域专员
高佳楠
电话:+86-573-84185533
传真:+86-573-84185517
邮箱:se04@csb-ep.com
▊ 浙江
区域专员
陆俊杰
电话:+86-573-84185959
传真:+86-573-84185517
邮箱:se01@csb-ep.com
▊ 张家港
区域专员
翁加超
电话:+86-573-84185577
传真:+86-573-84185517
邮箱:se03@csb-ep.com
▊ 常熟
区域专员
翁加超
电话:+86-573-84185577
传真:+86-573-84185517
邮箱:se03@csb-ep.com
▊ 苏州 区域专员
高
杰
电话:+86-573-84185500
传真:+86-573-84185517
邮箱:md@csb-ep.com
▊ 常州 区域专员
朱
晗
电话:+86-573-84186969
传真:+86-573-84185517
邮箱:se02@csb-ep.com
▊ 无锡 区域专员
朱
晗
电话:+86-573-84186969
传真:+86-573-84185517
邮箱:se02@csb-ep.com
▊ 江苏
区域专员
翁加超
电话:+86-573-84185577
传真:+86-573-84185517
邮箱:se03@csb-ep.com
▊ 广东
区域专员
于振飞
电话:+86-573-84186133
传真:+86-573-84185517
邮箱:sm@csb-ep.com
▊ 重庆
区域专员
高佳楠
电话:+86-573-84185533
传真:+86-573-84185517
邮箱:se04@csb-ep.com
▊ 湖南
区域专员
高佳楠
电话:+86-573-84185533
传真:+86-573-84185517
邮箱:se04@csb-ep.com
湖北 区域专员
高 杰
电话:+86-573-84185500
传真:+86-573-84185517
邮箱:md@csb-ep.com
北京 区域专员
朱 晗
电话:+86-573-84186969
传真:+86-573-84185517
邮箱:se02@csb-ep.com
天津 区域专员
朱 晗
电话:+86-573-84186969
传真:+86-573-84185517
邮箱:se02@csb-ep.com
山东 区域专员
翁加超
电话:+86-573-84185577
传真:+86-573-84185517
邮箱:se03@csb-ep.com
安徽 区域专员
翁加超
电话:+86-573-84185577
传真:+86-573-84185517
邮箱:se03@csb-ep.com
河北 区域专员
翁加超
电话:+86-573-84185577
传真:+86-573-84185517
邮箱:se03@csb-ep.com
河南 区域专员
陆俊杰
电话:+86-573-84185959
传真:+86-573-84185517
邮箱:se01@csb-ep.com
江西 区域专员
陆俊杰
电话:+86-573-84185959
传真:+86-573-84185517
邮箱:se01@csb-ep.com
四川 区域专员
高佳楠
电话:+86-573-84185533
传真:+86-573-84185517
邮箱:se04@csb-ep.com
福建 区域专员
陆俊杰
电话:+86-573-84185959
传真:+86-573-84185517
邮箱:se01@csb-ep.com
山西 区域专员
高 杰
电话:+86-573-84185500
传真:+86-573-84185517
邮箱:mm@csb-ep.com
辽宁 区域专员
翁加超
电话:+86-573-84185577
传真:+86-573-84185517
邮箱:se03@csb-ep.com
吉林 区域专员
翁加超
电话:+86-573-84185577
传真:+86-573-84185517
邮箱:se03@csb-ep.com
黑龙江 区域专员
翁加超
电话:+86-573-84185577
传真:+86-573-84185517
邮箱:se03@csb-ep.com
云南 区域专员
朱 晗
电话:+86-573-84186969
传真:+86-573-84185517
邮箱:se02@csb-ep.com
内蒙古 区域专员
翁加超
电话:+86-573-84185577
传真:+86-573-84185517
邮箱:se03@csb-ep.com
广西 区域专员
朱 晗
电话:+86-573-84186969
传真:+86-573-84185517
邮箱:se02@csb-ep.com
陕西区域专员
陆俊杰
电话:+86-573-84185959
传真:+86-573-84185517
邮箱:se01@csb-ep.com
贵州 区域专员
朱 晗
电话:+86-573-84186969
传真:+86-573-84185517
邮箱:se02@csb-ep.com
甘肃 区域专员
陆俊杰
电话:+86-573-84185959
传真:+86-573-84185517
邮箱:se01@csb-ep.com
宁夏 区域专员
陆俊杰
电话:+86-573-84185959
传真:+86-573-84185517
邮箱:se01@csb-ep.com
新疆 区域专员
陆俊杰
电话:+86-573-84185959
传真:+86-573-84185517
邮箱:se01@csb-ep.com
青海 区域专员
陆俊杰
电话:+86-573-84185959
传真:+86-573-84185517
邮箱:se01@csb-ep.com
西藏 区域专员
朱 晗
电话:+86-573-84186969
传真:+86-573-84185517
邮箱:se02@csb-ep.com
海南 区域专员
朱 晗
电话:+86-573-84186969
传真:+86-573-84185517
邮箱:se02@csb-ep.com
香港 区域专员
曹 聪
电话:+86-573-84185528
传真:+86-573-84183450
邮箱:Sales02@csb-ep.com
台湾 区域专员
曹 聪
电话:+86-573-84185528
传真:+86-573-84183450
邮箱:Sales02@csb-ep.com